 Крепеж
Крепеж Оборудование
Оборудование Вентиляция
Вентиляция




 Вентиляция
Вентиляция

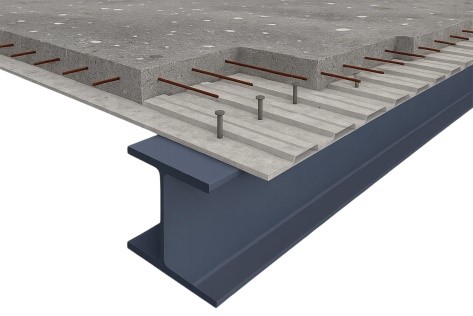
Шпильки-упоры тип SD широко применяются в строительстве для механического сцепления и совместной работы стальных элементов и бетона в сталежелезобетонных конструкциях, в том числе перекрытиях композитной конструкции с использованием профилированного настила в качестве несущего элемента.
Согласно своду правил проектирования сталежелезобетонных конструкций (СП 266.1325800.2016) шпильки-упоры относятся к категории гибких упоров и являются одним из эффективных решений, обеспечивающих совместную деформацию железобетонной плиты, балок перекрытия и профилированного настила (при его использовании в качестве несъемной опалубки). В процессе поперечного изгиба перекрытия гибкие упоры воспринимают сдвигающие усилия между элементами конструкции, обеспечивают надежное механическое сцепление и препятствуют отрыву бетонной плиты от верхних поясов балок и профнастила.
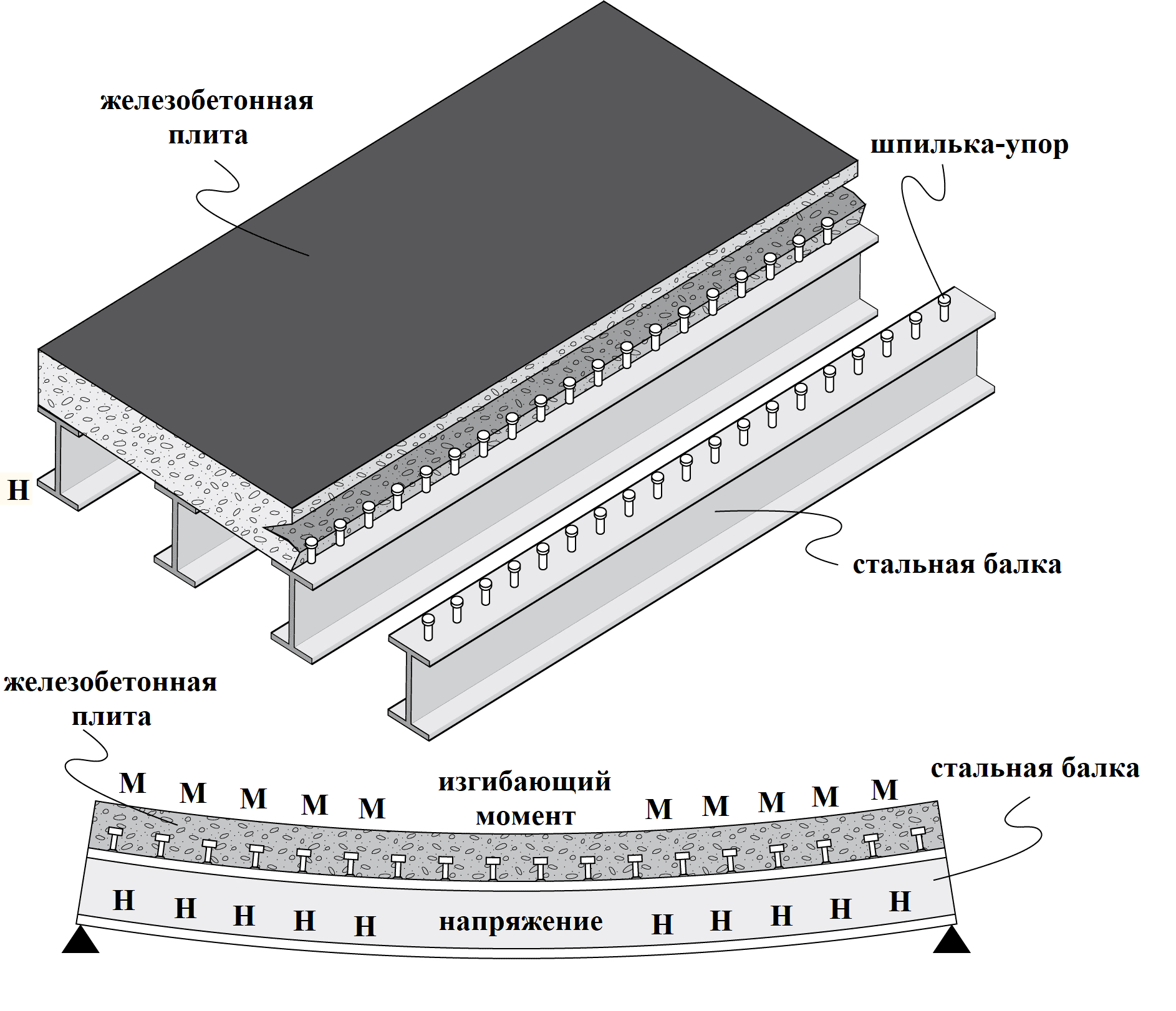
Примечание: искривление комбинированной балки значительно преувеличено для наглядности
Исторически для обозначения шпилек-упоров употребляются различные наименования:
- шпильки-упоры (SD) в соответствии с ГОСТ Р 55738-2013
- shear connector (SD) в англоязычной терминологии ISO 13918:2008
- гибкие упоры
- стержневые упоры
- анкерные упоры
- стад-болты
- упоры Нельсона (Nelson) по фамилии изобретателя
Шпилька-упор является разновидностью анкерного крепежного изделия, предназначенного для надежного сцепления стальной конструкции с бетоном, выполняется в виде калиброванного стального стержня диаметром от 10 до 25 мм с круглой головкой, привариваемого свободным торцом к стальному опорному элементу, изготавливается из малоуглеродистой стали на специальных прессах после холодной обработки давлением и ковки головок. Предел текучести стали стержневых упоров (стад-болтов) не менее 350 Н/мм, относительное удлинение при разрыве - не менее 20%. Анкерные шпильки-упоры называют гибкими из-за ограниченной податливости и хорошей способности восприятия нагрузок на изгиб и растяжение. В соответствии с требованиями европейского стандарта Еврокод 4 «Проектирование композитных стальных и бетонных конструкций» (Eurocode EN. 1994) минимальный прогиб шпильки-упора при стандартных испытаниях на сдвиг равен 6 мм при действии предельной сдвигающей силы.
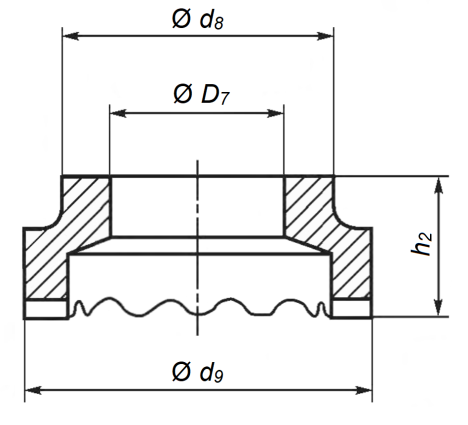
В соответствии с ГОСТ Р 55738-2013 шпилька-упор (SD) и керамическое кольцо имеют следующие геометрические параметры и размеры:
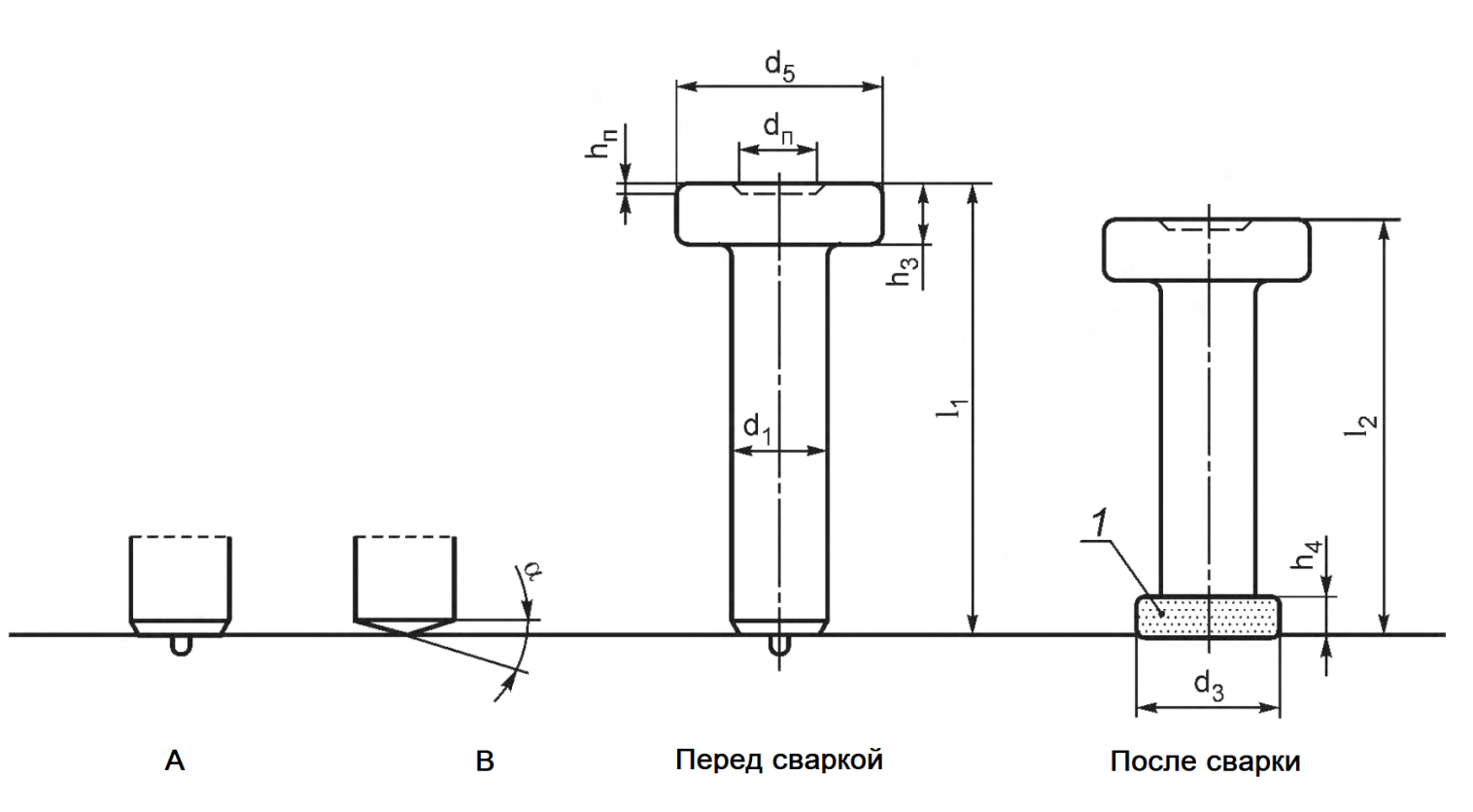
1 – кольцевой валик; А – форма торца A (пример); В – форма торца B (пример)
В миллиметрах
|
d1-0,4 a) |
(9,5) b) |
10 |
(12,7) b) |
13 |
16 |
19 |
22 |
25 |
(25,4) b) |
|
d5 ± 0,3 |
19 |
25 |
32d) |
32 |
35 |
41 |
|||
|
d3 c) |
13 |
17 |
21 |
23 |
29 |
31 |
|||
|
dп ± 0,5 |
- |
- |
- |
15 |
15 |
15 |
|||
|
h3 – 0,5 = 1,0 |
7 |
8 |
8 |
10 |
10 |
12 |
|||
|
h4 c) |
2,5 |
3 |
4,5 |
6 |
6 |
7 |
|||
|
hп |
- |
- |
- |
0… 1,5 |
0… 1,5 |
0… 1,5 |
|||
|
α ± 2,5° |
22,5° |
22,5° |
22,5° |
22,5° |
22,5° |
22,5° |
|||
|
l2 +1, -2 c) |
l1 ± 1,0 e) |
||||||||
|
l2 + 3 |
l2 + 3 |
l2 + 4 |
l2 + 5 |
l2 + 5 |
l2 + 5,5 |
||||
|
50 |
53,0 |
53,0 |
54,0 |
55,0 |
55,0 |
- |
|||
|
75 |
78,0 |
78,0 |
79,0 |
80,0 |
80,0 |
80,0 |
|||
|
100 |
103,0 |
103,0 |
104,0 |
105,0 |
105,0 |
105,0 |
|||
|
125 |
128,0 |
128,0 |
129,0 |
130,0 |
130,0 |
130,0 |
|||
|
150 |
153,0 |
153,0 |
154,0 |
155,0 |
155,0 |
155,0 |
|||
|
175 |
178,0 |
178,0 |
179,0 |
180,0 |
180,0 |
180,0 |
|||
|
200 |
- |
203,0 |
204,0 |
205,0 |
205,0 |
205,0 |
|||
|
225 |
- |
- |
229,0 |
230,0 |
230,0 |
230,0 |
|||
|
250 |
- |
- |
254,0 |
255,0 |
255,0 |
255,0 |
|||
|
275 |
- |
- |
- |
280,0 |
280,0 |
280,0 |
|||
|
300 |
- |
- |
- |
305,0 |
305,0 |
305,0 |
|||
|
325 |
- |
- |
- |
330,0 |
330,0 |
330,0 |
|||
|
350 |
- |
- |
- |
355,0 |
355,0 |
355,0 |
|||
a) Допускается превышение диаметра части стержня под головкой до 0,5 мм при условии, что это не влияет на процесс сварки.
b) Использование дополнительных размеров зависит от национальных правил.
c) Для специальных условий, например при приварке шпилек со сквозным проплавлением подложки, размеры и допуски не применяют.
d) Может быть уменьшено до 29 мм.
e) Длина шпильки перед сваркой определяется по формуле с учетом высоты переплавляемой части шпильки.
|
Керамическое кольцо для шпильки-упора UF |
Обозначение |
D7 + 0,5 |
d8 ± 1 |
d9 ± 1 |
h2 ≈ |
|
UF 6 |
6,2 |
9,5 |
11,5 |
8,7 |
|
|
UF 8 |
8,2 |
11 |
15 |
8,7 |
|
|
UF 9,5 |
9,9 |
16,5 |
20,2 |
9,9 |
|
|
UF 10 |
10,2 |
15 |
17,8 |
10 |
|
|
UF 12 |
12,2 |
16,5 |
20 |
10,7 |
|
|
UF 12,7 |
13,1 |
19,9 |
22,2 |
11,1 |
|
|
UF 13 |
13,1 |
20 |
22,2/26a) |
11 |
|
|
UF 16 |
16,3 |
26 |
30 |
13 |
|
|
UF 19 |
19,4 |
26 |
30,8 |
16,7 |
|
|
UF 22 |
22,8 |
30,7 |
38,5 |
18,5 |
|
|
UF 25 |
26,0 |
35,5 |
41 |
21 |
|
a) По усмотрению изготовителя |
Приварка упоров — эффективная и высокопроизводительная технология сварного соединения крепежа, обеспечивающая удобство и гибкость ее применения в строительстве, минимизацию затрат на производство и не требующая высокой квалификации сварщика.
Для приварки шпильки-упора (анкерного упора) используется специальное оборудование для дуговой сварки с возбуждением дуги размыканием цепи (технология Drawn Arc Stud Welding – приварка стержневых упоров «вытягиваемой дугой»), основными элементами которого являются источник питания сварочной дуги, а так же сварочный пистолет с зажимным устройством (цангой) и системой подъёма/опускания шпильки. Приварка может осуществляться в среде защитного газа, однако наиболее распространенный способ – использование одноразового защитного керамического кольца типа UF, изготовленного прессованием специальной формовочной смеси и выполняющего роль флюсового-кольца.


 Процесс приварки выглядит следующим образом: система подъема сварочного
пистолета перемещает шпильку-упор вверх на расстояние, необходимое для
образования сварочной дуги. На шпильку, выступающую в роли электрода, подается
ток большой величины от 300 до 2500 А (в зависимости от диаметра упора),
создающий дугу. За короткий промежуток времени расплавляется торец анкерного
упора и свариваемая поверхность в пятне контакта, система опускания сварочного
пистолета погружает упор в сварочную ванну, после чего
прекращается подача тока. Надетое на шпильку керамическое кольцо
соответствующего диаметра обеспечивает защиту зоны сварки от окислительных
процессов, сохраняет тепло в рабочей зоне, не допуская резкого остывания,
предотвращает разбрызгивание расплавленного металла и равномерно его
распределяет в сварочной ванне, формируя сварной шов в виде кольцевого валика.
После охлаждения и кристаллизации металла (около 10 с) одноразовое
керамическое кольцо удаляется (путем разрушения). В результате получается
надежное сварное соединение с прочностными характеристиками, превышающими
материалы упора и свариваемой поверхности.
Процесс приварки выглядит следующим образом: система подъема сварочного
пистолета перемещает шпильку-упор вверх на расстояние, необходимое для
образования сварочной дуги. На шпильку, выступающую в роли электрода, подается
ток большой величины от 300 до 2500 А (в зависимости от диаметра упора),
создающий дугу. За короткий промежуток времени расплавляется торец анкерного
упора и свариваемая поверхность в пятне контакта, система опускания сварочного
пистолета погружает упор в сварочную ванну, после чего
прекращается подача тока. Надетое на шпильку керамическое кольцо
соответствующего диаметра обеспечивает защиту зоны сварки от окислительных
процессов, сохраняет тепло в рабочей зоне, не допуская резкого остывания,
предотвращает разбрызгивание расплавленного металла и равномерно его
распределяет в сварочной ванне, формируя сварной шов в виде кольцевого валика.
После охлаждения и кристаллизации металла (около 10 с) одноразовое
керамическое кольцо удаляется (путем разрушения). В результате получается
надежное сварное соединение с прочностными характеристиками, превышающими
материалы упора и свариваемой поверхности.
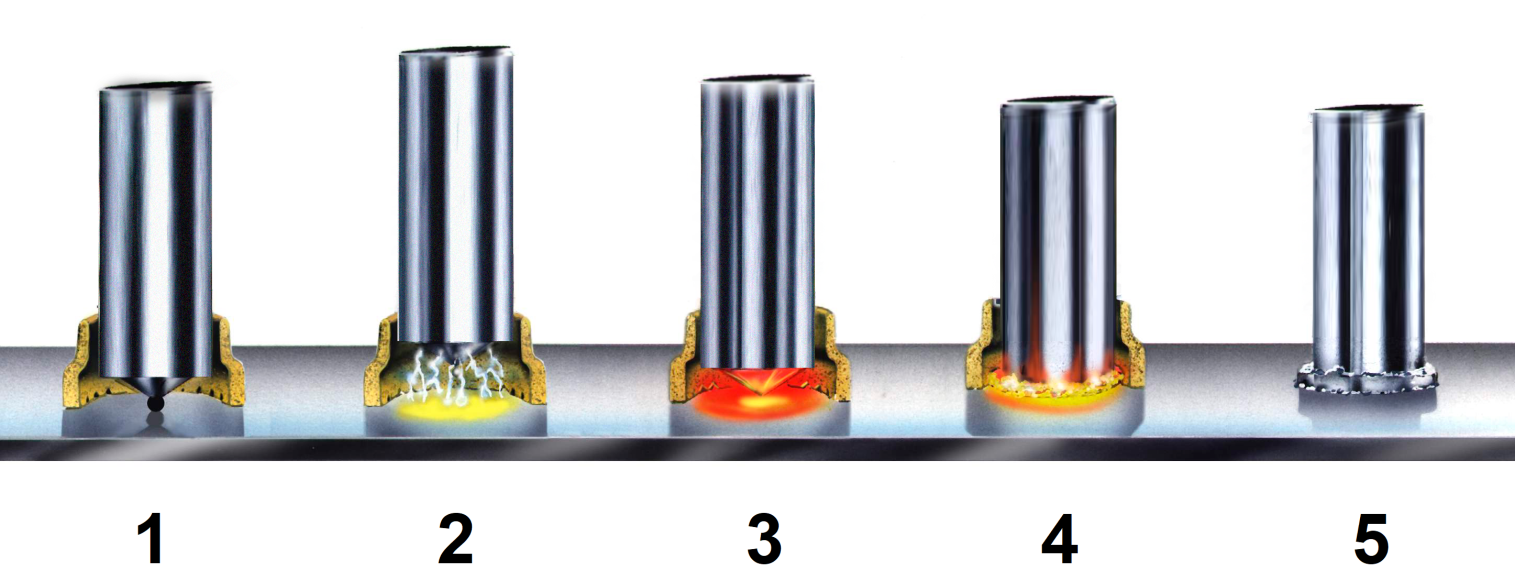
- Шаг 1: установка шпильки-упора с керамическим кольцом на поверхность детали
- Шаг 2: подъем шпильки-упора, подача тока, образование сварочной дуги
- Шаг 3: расплавление торца шпильки-упора и поверхности детали
- Шаг 4: погружение (осадка) торца шпильки-упора в сварочную ванну, вытеснение части расплавленного металла, формирование кольцевого валика, прекращение подачи тока
- Шаг 5: кристаллизация сварного соединения, удаление керамического кольца
Следует учитывать, что длина шпильки (в зависимости от диаметра) после приварки уменьшается на 3-5 мм. Процесс приварки одного гибкого упора зависит от его диаметра и занимает от 0,2 – 0,8 секунд. Средняя производительность приварки шпилек-упоров составляет 6 - 8 шт. в минуту.
Шпильки-упоры, приваренные к верхним поясам стальных балок перекрытий, служат закладными деталями при последующем бетонировании. В случае применения стального профилированного настила в качестве несъемной опалубки шпильки привариваются к балкам методом сквозного проплавления стального настила (для шпилек диаметром до 19 мм), либо через предварительно просверленное отверстие в настиле (для шпилек большего диаметра).
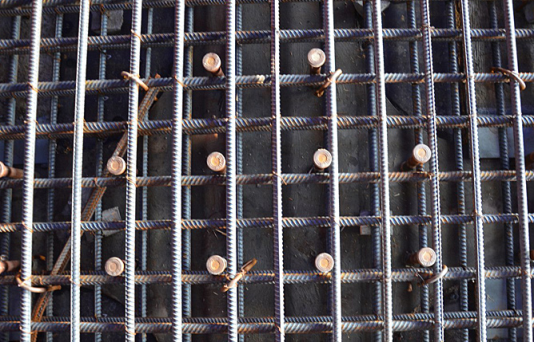
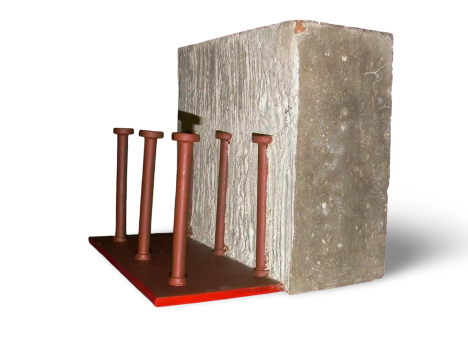
Гибкие упоры так же могут применяться с закладными пластинами (стальные пластины с приваренными к ней шпильками), устанавливаемыми в монолитные железобетонные конструкции. Шпильки-упоры являются частью арматурного каркаса железобетонной части композитной конструкции и ограничивают сдвиг плиты относительно верхних поясов балок при действии расчетных нагрузок, не допуская отслоения бетона плиты от верхних поясов балок при поперечном изгибе перекрытия.
Стержневые упоры позволяют создавать качественные композитные конструкции, представляющие собой сочетание стальных каркасных балок с наружной отделкой из железобетона. Упоры, приваренные к стальной балке каркаса, служат закладными деталями при последующем бетонировании, являясь частью арматурного каркаса железобетонной части композитной конструкции.
Многолетнее применение технологии приварки гибких упоров во всем мире доказало свою эффективность, надежность и безопасность.
Наиболее широко гибкие упоры используются в строительстве:
- автодорожных эстакад, автомобильных, пешеходных и железнодорожных мостов, путепроводов и т.п. (соединение несущих стальных конструкций с железобетонными плитами проезжей части и закладных пластин с бетоном, возведение железобетонных опор и пролетных конструкций)
- высотных зданий, многоуровневых паркингов, спортивных сооружений, торговых центров, ангаров и т.п. (межэтажные железобетонные перекрытия, в т.ч. с профилированным настилом в качестве несъемной опалубки, сборномонолитные конструкции, закладные детали балконных конструкций, лестничных маршей, защитных ограждений и т.п.)
- спортивных сооружений (железобетонные конструкции несущего каркаса и купола стадиона, зрительских трибун, арены и т.п.)
- атомных электростанций (железобетонные колонны, перекрытия машинного зала и шахта реактора, закладные анкерные пластины железобетонных конструкций и т.п.)
Преимущества использования шпилек-упоров типа SD в строительстве:
- повышение несущей способности сталежелезобетонных конструкций, создание качественных композитных конструкций из стальных каркасных балок с наружной отделкой из железобетона, возможность увеличения ширины пролетов и перекрытий позволяют реализовать сложные архитектурные и инженерные решения, оперативно вносить изменения в конструкцию, рационально использовать полезную площадь
- возможность применения различных комбинаций материалов приварной детали и детали-основы
- повышение огнестойкости и сейсмоустойчивости возводимой сталежелезобетонной конструкции
- доступность технологии, не требующей высокой квалификации сварщика, и не зависящей от погодных условий
- сокращение сроков и стоимости строительства объектов
Технология Drawn Arc Stud Welding и шпильки-упоры более 25 лет успешно применяются российскими строителями и упоминаются в различных стандартах и правилах, например:
- ГОСТ Р 55738-2013 (ИСО 13918:2008) - «Шпильки и керамические кольца для сварки»
- СП 266.1325800.2016 - Свод правил «Конструкции железобетонные. Правила проектирования»
- СП 70.13330.2012 - Свод правил «Несущие и ограждающие конструкции»
-
стандарты АО «Корпорация Трансстрой»:
- СТП 015-2001 - «Технология устройства упоров в виде круглых стержней с головкой из импортных материалов в конструкциях мостов»
- СТП 016-2002 - «Технология устройства упоров в виде круглых стержней с головкой из отечественных материалов в конструкциях мостов»
- стандарт ЗАО «ЦНИИПСК им. Мельникова» СТО 0062-2009 «Упоры анкерные стержневые системы KOCO и технология их приварки к стальным балкам монолитных сталежелезобетонных перекрытий и закладным пластинам. Технические требования»









Компания «КОНТУР» осуществляет поставку шпилек-упоров (SD) с керамическими кольцами, соответствующих требованиям ГОСТ Р 55738-2013 и ISO 13918:2008, а так же специального сварочного оборудования для приварки гибких упоров, огнеупорных анкеров, резьбовых шпилек и изоляционных штифтов.
По запросу – индивидуальное изготовление специальных приварных деталей для различных задач.

Оборудование для приварки стад-болтов:










